Изготовленные из листовой латуни полуфабрикаты или литые заготовки имели некрасивый наружный вид, цвет их был темным, рисунки не отчетливы, поверхность шероховата. В таком виде они не могут идти в сборку, поэтому предварительно должны были быть обработанными. Большинство полуфабрикатов подвергалось двойной обработке: обточке на токарном станке и слесарке, то есть отделке при помощи слесарных инструментов.
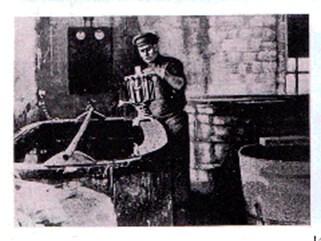
Стенки, крышки и кувшины, прежде чем поступить в обработку, шли в откваску, когда рабочие погружали латунный полуфабрикат на две минуты в 5 % раствор серной кислоты, потом ополаскивали в чане с чистой водой и ставили на пол для стекания воды. Этим, собственно, «откваска» заканчивалась. Нужна была эта операция для освобождения поверхности деталей от окалины. Одновременно кислота уничтожала жировые вещества и грязь. Далее стенки самоварного тулова подвергались, в зависимости от сорта, токарной обработке или еще и слесарной.
Токарный цех
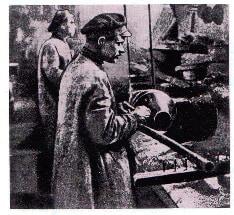
Токарный цех разделялся на два отдела: по латуни и по литью. Приводной токарный станок для точки полуфабрикатов, в том числе и стенок, представлял собой быстро вращающийся вал, на котором прочно укреплялась деревянная болванка, формой соответствующая обрабатываемому полуфабрикату. На болванке прочно закреплялся обтачиваемый полуфабрикат, станку давался ход, а токарь, держа в руках резец, быстро водил им по поверхности полуфабриката, обтачивая темный поверхностный слой.
Обточка стенок производилась в несколько приемов, и задача токаря состояла в том, чтобы довести поверхность стенки почти до зеркального блеска. У гранной стенки обтачивался только отлив с наружной и внутренней стороны и гладкий низ, гранная же наружная поверхность слесарилась. Полностью гладкие стенки только обтачивались по всей поверхности.
У крышки обтачивались и наружная и внутренняя поверхность, первая более тщательно, а у кувшинов – лишь горло и заплечик.
Литые полуфабрикаты, шейки, конфорки и колпачки, обтачивались на таких же станках, как и стенки. После обточки шейки и конфорки поступали под ручной пресс для пробивки в них фасонных отверстий.
Поддоны, круглой формы, прежде всего, обтачивались на токарных станках, за исключением ножек, которые слесарились. Другой формы поддоны требовали слесарной обработки.
У крана слесарилась наружная поверхность, втулка же, куда входит запорное стебло крана, растачивалось на токарных станках особым инструментом. Стебло крана точно пригонялось ко втулке своего крана. Таким образом, кран и стебло представляют собой парный полуфабрикат, так как каждый кран имеет свое стебло и наоборот – стебло подходит только к тому крану, для которого оно выточено. После обточки стебло получает название «ключа». Работа приточки стебла к крану была довольно тонкой, требующей специализации, токари, ее выполнявшие, назывались «кранщики».
Круг также подвергался двойной обработке – точке и слесарке. На токарном станке растачивалась его внутренняя окружность для придания ей точного очертания. Слесарной обработке подвергался его рельефный рисунок, для придания ему глянца и четкости очертаний.
Слесарный цех
Этот цех был оборудован длинными верстаками, к которым были привернуты тиски. Слесари делились на две группы: слесарей по отделке литого полуфабриката и слесарей по стенкам.
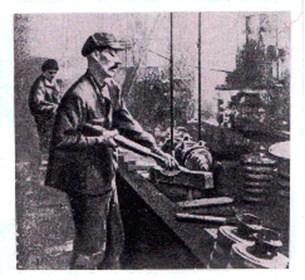
Слесарка гранных стенок производилась в несколько приемов. Прежде всего, слесарь стальным резцом, напоминающим по форме скребок, начерно обдирал стенку. После обдирки, когда темный верхний слой удален, поверхность стенки получается неровной и некрасивой. Для выравнивания поверхности и обработке тех частей рельефа рисунка стенки, которые недоступны обработке скребком, применялись напильники различной формы и насечки. После обработки напильниками применяли последовательно для отделки наждачную бумагу, пемзу и толченый древесный уголь. Работа считалась законченной, когда поверхность стенки принимала зеркальный вид.
Описанная обработка стенок происходила в несколько приемов, с перерывами для лужения (покрытия оловом с внутренней стороны), врезки и опайки круга. Таким образом, для полной отделки, стенки после откваски поступали в токарную мастерскую для обточки внутренней поверхности отливов, затем лудились. Вылуженные стенки шли в дальнейшую обработку: гранные в слесарный цех, а гладкие – обратно в токарный для прирезки к ним кругов. После слесарки гранные стенки также поступали в токарный для прирезки кругов. Последние предварительно должны были быть обточены начерно и вылужены. Прирезка кругов заключалась в том, что токарь совершенно точно на станке прирезал отлив стенки к тонкому, но достаточно высокому выступу на нижней поверхности круга. Прирезанные стенка и круг поступали к давильщику, который, закрепив их на валу давильного станка, давал ему ход и пикой подгибал рантик круга на отлив стенки, стараясь сильно их сдавить и прижать к нижней поверхности круга. После подгибки, стенки с врезанными кругами поступали в кузницу, где производилась спайка места соединения круга со стенкой, затем снова в токарный: гладкие для обточки всей поверхности, а гранные – для обточки отлива и низа стенки. Одновременно заканчивалась обточка круга.
Теперь в наличии были все детали самовара, подготовленные к дальнейшей сборке: стенка, ручки, ножки, краны. Следующим этапом шла сборка самовара.
0/5 (0 Reviews)


